Corrosion Testing for Industrial Materials: What Engineers Need to Know Before Selecting Alloys
- May 1
- 11 min read
Corrosion testing for industrial materials is one of the most under-resourced steps in project planning, and one of the most expensive to ignore. Engineers across oil and gas, petrochemical, power, and infrastructure sectors face a recurring challenge: selecting the right alloy for the right environment, before a single pipe is welded or a vessel is commissioned.
Get it wrong, and you are looking at premature failure, unplanned shutdowns, regulatory scrutiny, and costs that dwarf the original testing budget many times over.
This article walks through how corrosion testing actually works, what the results mean, which materials behave differently under different conditions, and how experienced testing labs approach this problem systematically.
Why Corrosion Testing for Industrial Materials Cannot Be an Afterthought
Most corrosion failures in industrial plants are not surprises in hindsight. The warning signs are there in the material selection stage, and a structured corrosion screening process would have caught them.
The challenge is that corrosion is environment-specific. A nickel alloy that performs brilliantly in a chloride-rich offshore environment may degrade faster than expected in a reducing acid environment. A duplex stainless steel rated for sour gas service may show stress corrosion cracking if operating temperatures deviate from design intent.
This is why standard material data sheets are not enough. Real-world industrial environments are dynamic, chemically complex, and often combine multiple corrosion mechanisms at once. The only reliable way to understand how a material will behave in your specific process environment is to test it under conditions that closely replicate your actual operating parameters.
TCR Engineering's corrosion testing capabilities are built around exactly this principle: test conditions must reflect real service environments, not idealised laboratory defaults.
What Is Static Immersion Corrosion Testing and When Is It Used?
Static immersion corrosion testing, governed by ASTM G31, is the starting point for most material screening programmes. The test exposes metal coupons to a defined process fluid or simulated environment for a fixed duration, after which mass loss is measured to calculate the corrosion rate in mm/year.
It is widely used when:
Multiple candidate alloys are being evaluated for a new process environment
A plant is changing its feedstock or process chemistry
A post-incident investigation requires understanding how a specific material performed in service
A procurement team needs third-party validation before finalising a material specification
What the test tells you:
Quantified corrosion rate (mass loss method)
Surface condition changes, including pitting, grain boundary attack, and general thinning
Comparative performance of multiple alloys in the same environment
What it does not tell you on its own:
Behaviour under mechanical stress (you need SSCC or SCC testing for that)
Long-term performance beyond the test window
Dynamic flow effects (you need flow-loop testing for that)
For most screening applications, a 1000-hour (42-day) exposure test is the accepted industry benchmark. This duration provides statistically meaningful corrosion rate data without being prohibitively long for project timelines.

Common Alloy Groups Tested and What Engineers Should Watch For
Different alloy families respond to corrosive environments in distinct ways. Here is a practical summary based on common testing scenarios.
300 Series Stainless Steels (316, 321, 320)
These are workhorses of the chemical and process industry. Grade 316 offers better chloride resistance than 304 due to its molybdenum content, but it is not immune to pitting in high-chloride or high-temperature environments. Grade 321 is stabilised with titanium to resist sensitisation during welding, making it a better choice where weld zones are exposed to corrosive media.
Common failure modes to screen for: pitting corrosion, crevice corrosion, and intergranular attack in heat-affected zones. TCR's metallurgy evaluation services are often commissioned alongside immersion testing to characterise microstructural changes in heat-affected zones.
Duplex Stainless Steels (2205, 2507)
Duplex grades offer significantly better chloride stress corrosion cracking resistance than austenitic grades, combined with higher strength. Grade 2507 (super duplex) is widely specified for offshore, sour gas, and aggressive chloride environments.
The key risk with duplex alloys is intermetallic phase precipitation if they are exposed to temperatures outside their qualified range, particularly between 300°C and 1000°C.
Corrosion testing should be accompanied by microstructural evaluation if thermal exposure is part of the service history.
Nickel Alloys (Alloy 625, C-276, Alloy 800/800H)
These are premium-tier alloys specified for the most demanding environments, including concentrated acids, high-temperature oxidising and reducing conditions, and sour gas service.
Alloy C-276 (Hastelloy C-276) is one of the most corrosion-resistant commercially available alloys, with exceptional performance in reducing and oxidising acids. Alloy 625 is widely used in offshore and subsea applications for its resistance to seawater and chloride pitting.
For these alloys, surface morphology analysis using SEM (Scanning Electron Microscopy) is critical. Mass loss alone will not reveal localised grain boundary attack or early-stage pitting that could compromise long-term integrity.
Alloy 904L
This is a high-alloy austenitic stainless steel with additions of molybdenum, copper, and nickel. It is specified for dilute sulphuric acid environments and phosphoric acid service. Its corrosion performance in mixed acid environments can vary significantly depending on acid concentration and temperature, making immersion testing essential before finalising material selection.
The Role of SEM and EDS in Corrosion Analysis
Mass loss gives you a number. SEM and EDS give you the story behind the number.
Scanning Electron Microscopy provides high-resolution surface imaging after exposure testing. It reveals:
Whether corrosion is uniform or localised
Evidence of pitting, grain boundary attack, or selective phase dissolution
Surface morphology changes that indicate passive film breakdown
EDS (Energy Dispersive X-ray Spectroscopy) complements SEM by identifying the elemental composition of corrosion products. For iron and nickel-based alloys, EDS can distinguish between iron oxides, chromium oxides, and complex mixed-phase corrosion layers, giving engineers clarity on the actual corrosion mechanism at play.
This distinction matters in practice. If SEM reveals grain boundary attack in a stainless steel coupon, it points toward sensitisation and potential intergranular stress corrosion cracking risk in service. If EDS shows chromium depletion at the surface, it indicates passive film breakdown, which changes the material selection decision entirely.
TCR's chemical analysis division works in close coordination with the corrosion testing team, ensuring that elemental characterisation of corrosion products is handled with the same rigour as the mechanical and immersion testing.
Expert Insight: Why Test Conditions Must Match Real Process Parameters
Avinash Tambewagh, Senior Technical Specialist at TCR Engineering, has overseen hundreds of corrosion testing programmes for oil and gas, petrochemical, and process industry clients. His perspective on what separates a useful corrosion test from a misleading one is direct.
"The biggest mistake we see is when clients ask us to run a corrosion test in a generic acid solution because it is quicker to set up. The results come back fine, the material gets specified, and then it fails in service within two years. The process fluid is never just acid. It has trace contaminants, dissolved gases, pH fluctuations, and temperature cycling. If your test environment does not reflect that, your results are technically valid but practically useless."
This is why TCR Engineering's corrosion testing protocols begin with a detailed discussion of the actual process chemistry, not just the nominal fluid composition. For clients evaluating materials for sour gas service, testing is conducted in accordance with NACE MR 0175 and relevant ASTM standards, using custom autoclaves that can replicate both temperature and partial pressure conditions accurately.
For elevated temperature testing up to approximately 70°C and beyond, temperature-controlled baths are used to maintain consistent exposure conditions throughout the test duration. A variation of even a few degrees can shift a material from stable passive behaviour to active corrosion, particularly for alloys with temperature-sensitive passive films.
How a Structured Corrosion Screening Programme Works
A well-run corrosion screening programme for material selection follows a clear sequence.
Here is how TCR Engineering's material testing laboratory typically structures it.
Step 1: Process Chemistry Review
Before a single specimen is cut, the testing team reviews the process fluid composition, temperature range, pressure, flow regime, and any known contaminants. This determines which test standard applies and what modifications to the standard setup are needed.
Step 2: Specimen Preparation
Metal coupons are prepared to a defined size (typically 50mm x 50mm x full material thickness) without surface machining that would alter the native surface condition. Specimens are weighed accurately before immersion.
Step 3: Test Setup and Immersion
The process fluid or simulated solution is prepared. For toxic or hazardous fluids, additional containment protocols apply. Specimens are immersed in the solution at the required temperature for the full test duration (typically 1000 hours for screening programmes).
Step 4: Post-Exposure Evaluation
After immersion, specimens are cleaned, re-weighed, and the mass loss is calculated to derive a corrosion rate. Visual examination is followed by SEM imaging and EDS analysis for elemental mapping of corrosion products.
Step 5: Report and Interpretation
The final report presents corrosion rates, surface analysis findings, SEM micrographs, and EDS data. A competent testing laboratory will also provide interpretation, flagging anomalous findings and advising on what the results mean for material selection or fitness for service assessments downstream.
Total duration for a 1000-hour programme: approximately 50 days, broken down as 3 to 4 days for setup, 42 days for exposure, and 3 to 4 days for post-exposure analysis and report preparation.
Common Mistakes in Industrial Corrosion Testing
Even well-funded projects make avoidable errors in corrosion testing. These are the ones that appear most frequently.
Testing only one alloy. Comparative testing of at least two or three candidate materials in the same test run gives you meaningful data for decision-making. Testing a single alloy in isolation tells you whether it corrodes, but not whether a better option exists.
Skipping elevated temperature evaluation. Many engineers test at room temperature for convenience. If the actual operating temperature is 60 to 80°C, room temperature data can be dangerously optimistic for many alloy-environment combinations.
Using distilled water as a proxy for process fluid. This is more common than it should be. If the actual process fluid is not available, a qualified testing laboratory can formulate a representative synthetic solution, but it requires detailed chemistry input from the client.
Ignoring surface analysis. A low corrosion rate on mass loss data can coexist with severe localised pitting or grain boundary attack. Without SEM evaluation, this risk goes undetected.
Not accounting for galvanic effects. When dissimilar metals are connected in the same system, galvanic corrosion can dominate over uniform corrosion. This requires specialised testing beyond standard immersion protocols.
When failures do occur despite testing, TCR's failure analysis and root cause analysis team is frequently called in to determine whether the corrosion testing scope was adequate, or whether service conditions deviated from the original design basis.
Corrosion Testing Standards Referenced in Industrial Practice
For engineers and procurement teams working with testing laboratories, familiarity with the key standards helps in scoping work and reviewing reports.
ASTM G31: Standard guide for laboratory immersion corrosion testing of metals
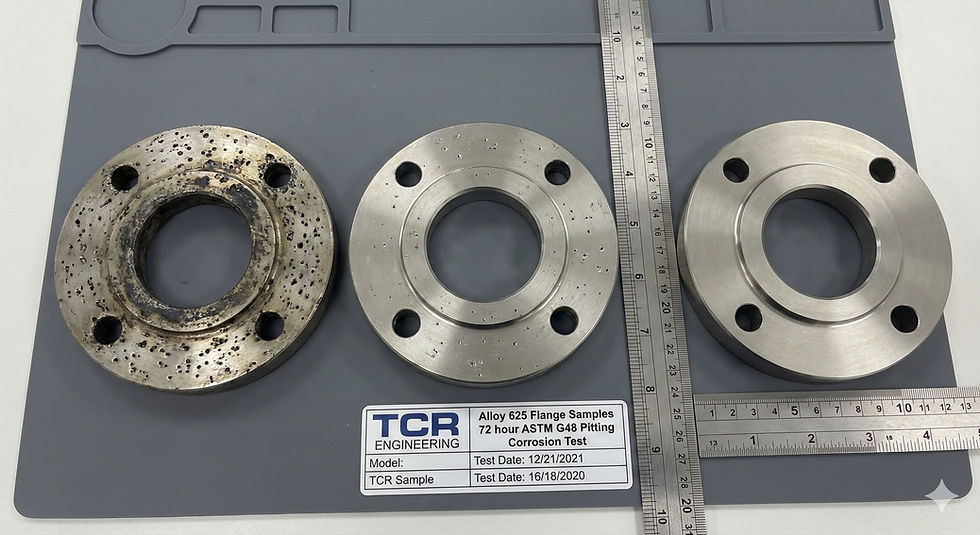
ASTM G48: Pitting and crevice corrosion resistance of stainless steels and related alloys
NACE TM 0177: Testing of metals for resistance to sulphide stress cracking in H2S environments
NACE TM 0284: Evaluation of pipeline and pressure vessel steels for resistance to hydrogen-induced cracking
ASTM G1: Preparing, cleaning, and evaluating corrosion test specimens
ISO 11463: Corrosion of metals, evaluation of pitting corrosion
When commissioning advanced NDT or corrosion testing, specifying the applicable standard in your inquiry ensures the laboratory sets up the test correctly from the outset, rather than applying a default protocol that may not match your service environment.
How TCR Engineering Approaches Corrosion Testing
TCR Engineering has operated a dedicated corrosion testing division since its founding in 1973. The laboratory is NABL-accredited and ISO 17025 certified, with recognised expertise in sour gas corrosion testing under NACE MR 0175.
The team handles both standard immersion testing and more complex programmes involving:
HIC and SSCC testing for sour gas and hydrogen service qualification
Custom autoclave testing for high-pressure and high-temperature sour service environments
SEM and EDS analysis via TCR's chemical analysis division for corrosion product characterisation
Corrosion simulation studies for pipeline integrity and pressure vessel applications
Remaining Life Assessment programmes that incorporate corrosion rate data into fitness-for-service evaluations
TCR has received the "Excellent Laboratory Award" from NACE International (India Chapter), a recognition that reflects the lab's consistent performance on corrosion testing programmes for clients including Reliance Industries, Saudi Aramco, SABIC, QAFCO, and KNPC.
The laboratory is also an approved testing facility for evaluation of elastomeric materials in sour gas environments for Shell, and is registered with all major oil and gas operators across India and the Middle East. You can view TCR's full accreditation documentation on the downloads page.
For engineers exploring TCR's broader capabilities across mechanical testing, fatigue and fracture toughness, creep and stress rupture, and asset integrity management, the full service range is covered on the TCR website.
For engineers looking to commission a corrosion screening programme, TCR's technical team can be reached for a preliminary discussion on test scope, specimen requirements, and timelines before a formal quotation is raised. Contact TCR Engineering or reach the technical desk directly at +91-22-67380900.
Frequently Asked Questions
What is the standard duration for an industrial immersion corrosion test? The most widely used duration for corrosion screening is 1000 hours (approximately 42 days). This provides statistically reliable corrosion rate data for most alloy-environment combinations and is referenced in ASTM G31 as a standard test period for screening applications.
How many metal coupons are needed per material for corrosion testing? For a standard ASTM G31 immersion test, a minimum of one coupon per material is required. Testing with duplicate or triplicate coupons is recommended for greater statistical confidence. Typical coupon dimensions are 50mm x 50mm x full material thickness, with no surface machining that would alter the original material condition.
Can EDS replace XRD for corrosion product analysis? EDS and XRD serve different but complementary purposes. EDS identifies elemental composition of corrosion products and is effective for detecting depletion or enrichment of specific elements such as chromium or nickel at the surface. XRD identifies crystalline phases and compounds, which is useful for characterising complex oxide or sulphide corrosion layers on iron and nickel-based alloys.
For most industrial screening programmes, EDS combined with SEM imaging provides sufficient information for material selection decisions.
What alloys are most commonly tested for sour gas service? The most commonly evaluated alloys for sour gas applications include duplex stainless steels (2205, 2507), nickel alloys (C-276, Alloy 625, Alloy 718), and carbon steels with specific sulphide stress cracking resistance requirements. Testing is conducted in accordance with NACE TM 0177 and NACE MR 0175 for sour service qualification.
How do elevated temperature conditions affect corrosion test results? Temperature has a significant effect on corrosion kinetics. Many alloys that show stable passive behaviour at room temperature can exhibit active corrosion at elevated temperatures due to passive film instability. For accurate results, testing should be conducted at or above the maximum expected operating temperature. Properly equipped laboratories maintain test solution temperatures using controlled baths throughout the full exposure duration.
What is the difference between HIC and SSCC testing? HIC (Hydrogen Induced Cracking) evaluates a material's susceptibility to internal cracking caused by atomic hydrogen absorption in sour environments, without applied stress. SSCC (Sulphide Stress Corrosion Cracking) evaluates cracking under applied tensile stress in a hydrogen sulphide environment. Both are critical for carbon and low-alloy steels used in oil and gas service and are tested per NACE TM 0284 and NACE TM 0177 respectively.
How long does it take to receive a corrosion test report from TCR Engineering? For a standard 1000-hour ASTM G31 immersion test, the total turnaround from sample receipt to report dispatch is approximately 50 days. This includes 3 to 4 days for test setup and preparation, 42 days of immersion exposure, and 3 to 4 days for post-exposure analysis and report preparation.
Conclusion
Corrosion testing for industrial materials is not a compliance checkbox. It is a frontline engineering tool that directly determines whether a plant runs safely and reliably, or faces avoidable failures and unplanned downtime.
The right approach combines standardised test methods, process-representative conditions, surface analysis beyond mass loss data, and interpretation by engineers who understand both the chemistry and the operating context. Done properly, a corrosion screening programme pays for itself many times over in avoided failures and informed material decisions.
TCR Engineering has been delivering that level of rigour for over five decades, and corrosion testing for industrial materials remains one of the core competencies the laboratory is recognised for, both in India and across the Gulf. To learn more about TCR's work, explore the TCR Insights blog or read about TCR's leadership and the values that guide the organisation.